- 威欧丁(天津)焊接技术有限公司
- 18722280606
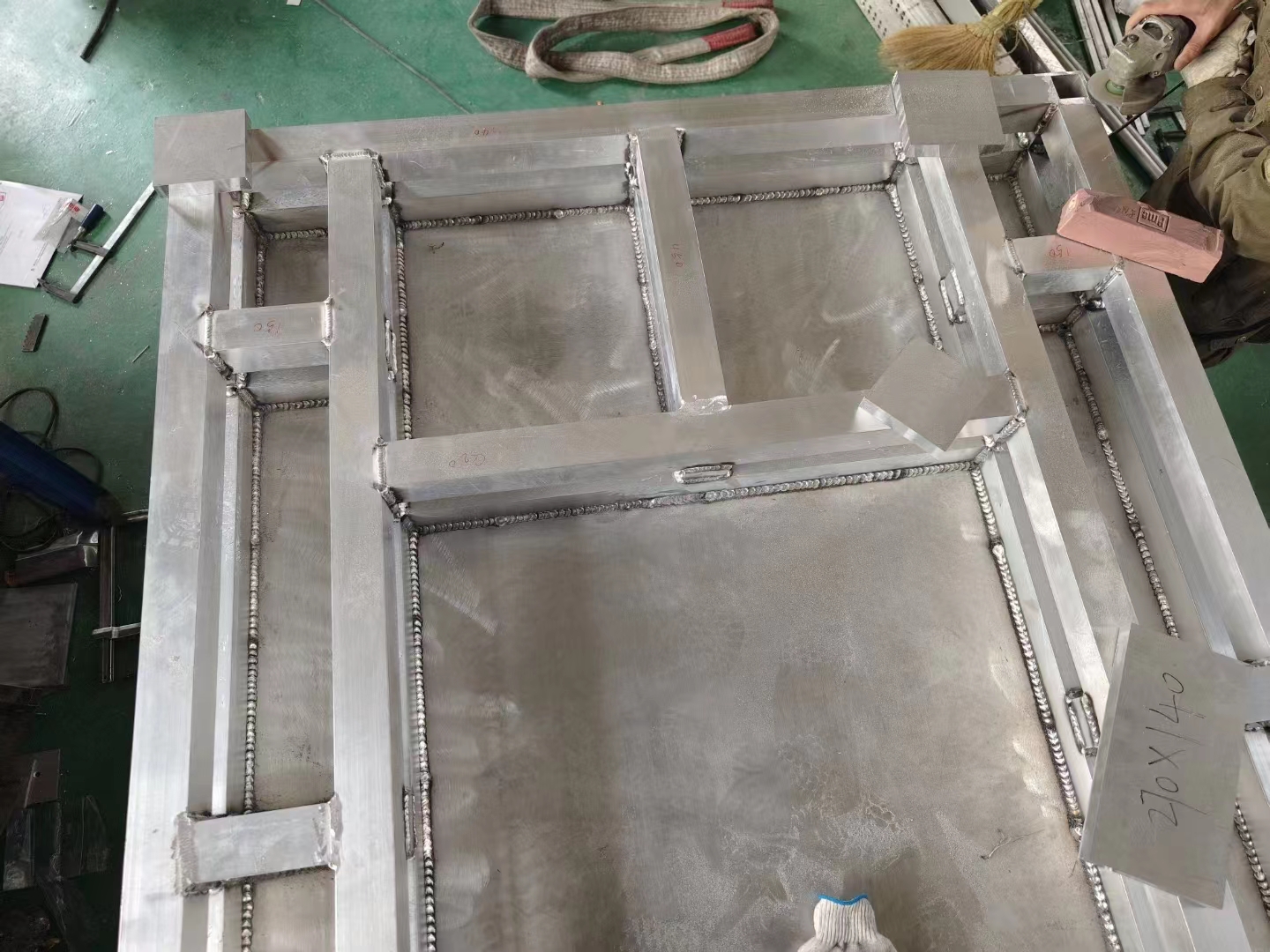
40毫米厚的铝板焊接是一项具有挑战性的任务,使用威欧丁MIG500双脉冲气保焊是一种常用的焊接方法,适用于较厚的铝板焊接。
双脉冲气保焊是一种气体保护电弧焊的变种,它使用两个电弧脉冲来控制焊接过程。这种焊接方法可以提供更好的焊缝质量和更高的焊接速度。

在焊接40毫米厚的铝板时,以下是一般的双脉冲气保焊步骤:
准备工作:清洁铝板表面,确保没有油脂、氧化物或其他污染物。调整焊接设备,包括电流、电压和气体流量等参数。
定位和夹紧:将要焊接的铝板定位并夹紧,确保焊接位置的稳定性。
焊接准备:根据焊接要求,选择合适的焊丝和气体保护剂。将焊丝装入焊,并确保焊丝供给顺畅。
开始焊接:将焊对准焊接位置,触发电弧并开始焊接。双脉冲气保焊通常包括两个脉冲:主脉冲和背脉冲。主脉冲用于熔化铝板并形成焊缝,背脉冲用于控制焊缝形状和稳定性。
控制焊接速度:根据焊接过程中的熔化情况和焊缝形状,调整焊接速度以保持焊缝的质量和一致性。
检查和清理:焊接完成后,检查焊缝的质量和外观。清理焊接区域,去除可能存在的氧化物或其他污染物。
需要注意的是,焊接40毫米厚的铝板需要较高的焊接功率和热输入,同时也需要适当的焊接技术和经验。建议由经验丰富的焊接专业人士进行操作,以确保焊接质量和安全性。
产品推荐




